日本語
日本語
数ブラウズ:1 著者:サイトエディタ 公開された: 2025-04-04 起源:パワード
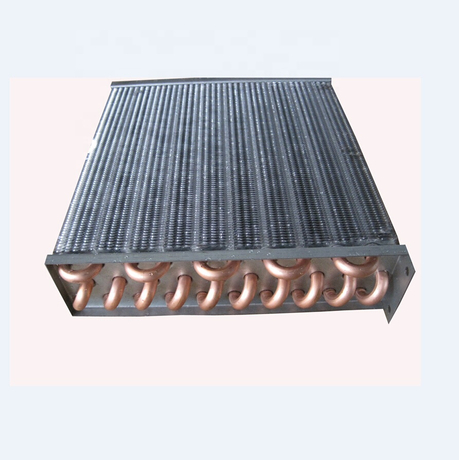
エレクトロニクスと熱管理の世界では、 ヒートシンク は名もなきヒーローです。彼らは、敏感なコンポーネントを過熱することから静かに保護し、信頼性と寿命を確保します。さまざまな材料を使用できますが、アルミニウム合金は、熱伝導率、低重量、製造の容易さ(特に押出)、および費用対効果のバランスが優れているため、一般的な選択肢です。
ただし、アルミニウムヒートシンクのパフォーマンスと耐久性は、その形状と素材だけに依存するわけではありません。表面仕上げが重要な役割を果たします。最も一般的で有益な仕上げの1つは、陽極酸化です。しかし、陽極酸化されたアルミニウムヒートシンクは正確には何ですか、そしてなぜそれが頻繁に好まれるのでしょうか?飛び込みましょう。
ヒートシンクが陽極酸化されるとはどういう意味ですか? 簡単に言えば、陽極酸化ヒートシンクは、その天然表面特性を高める電気化学プロセスを受けました。ことを理解することが重要です 陽極酸化は、塗料や粉末コーティングのような コーティングでは ない 。代わりに、アルミニウム自体の最も外側の層を酸化アルミニウムに変換する制御された酸化プロセスであり、この保護層は、裸のアルミニウムに形成される薄い天然の酸化物層よりもかなり厚く、耐久性があり、より構造化されています。

陽極酸化プロセスには通常、いくつかのステップが含まれます。
クリーニング: アルミニウムヒートシンクは、グリース、オイル、または汚染物質を除去するために徹底的に洗浄されています。
エッチング(オプション): 時には、部分がエッチングされ(しばしば水酸化ナトリウム溶液)、マット仕上げを作成するか、小さな表面の欠陥を除去します。
陽極酸化バス: 洗浄されたアルミニウム部分は、最も一般的に硫酸、最も一般的に硫酸に浸されています。
電流の適用: アルミニウム部分は、電気回路のアノード(正の電極)として機能します。直接電流(DC)が浴を通過し、電解質から酸素イオンが表面上のアルミニウム原子と結合し、酸化アルミニウム層が増加します。この層の構造は、高度に秩序化されており、多孔質です。
着色(オプション): 部品はまだ多孔質ですが、有機または無機染料に浸して色を追加できます(黒、青、赤など)。染料は顕微鏡的な細孔を満たします。
シーリング: この最終的な重要なステップは、通常、温水脱イオン水または特定の化学シールに部品を浸すことにより、酸化物層の細孔を閉じます。これは任意の染料をロックし、硬くて非多孔質の腐食耐性表面を作成します。
一般的なタイプには、 タイプIIの陽極酸化 (標準、装飾的および保護目的でよく使用される)および タイプIIIの陽極酸化 (ハードコート)が含まれます。これは、優れた摩耗耐性を必要とする用途にはるかに厚く、密な、より硬い酸化物層を作成します。
陽極酸化は、外観のためだけに行われるだけではありません。ヒートシンクのパフォーマンスと寿命に重要ないくつかの機能的な利点を提供します。
耐食性の強化: 密閉された酸化アルミニウム層は、化学的に安定しており、水分や塩スプレーを含む大気および化学腐食に対して非常に耐性があります。これは、特に厳しい環境で、ヒートシンクの寿命を大幅に拡大します。陽極酸化された仕上げは、ISO 9227酢酸塩スプレーテストのような厳しい基準を満たすことができます。
耐久性と耐摩耗性の改善: 酸化アルミニウムは非常に硬い物質です(MOHSスケールのサファイアに近い)。陽極酸化すると、裸のアルミニウムよりもはるかに優れた傷、ニック、一般的な摩耗に抵抗する丈夫な表面層が作成されます。タイプIIIハードコート陽極酸化は、並外れた耐摩耗性を提供します。
断熱材の増加: 裸のアルミニウムとは異なり、酸化アルミニウムは優れた電気絶縁体です。これにより、ヒートシンクと接触する可能性のある敏感な電子コンポーネント間の偶発的な短絡を防ぎ、システムの安全性と信頼性が向上します。分解電圧は、陽極酸化層の厚さと品質に依存します。
(放出性を介して)熱性能の向上: 次にこれを詳細に調査しますが、主要な利点は、陽極酸化表面が裸のアルミニウムよりもはるかに効果的に熱を放射することです。これは、特に自然対流の下での冷却性能の重要な要因です。
審美的なオプションと色の一貫性: シール前の酸化物層の多孔質性は、さまざまな色で染色することができます。黒は熱の理由と美学のために一般的ですが、他の色はブランディング、識別、または視覚的な魅力に使用できます。陽極酸化は、絵画と比較して非常に一貫した耐久性のある仕上げを提供します。

これはおそらく、陽極酸化ヒートシンクについての質問で最も頻繁に尋ねられ、時には誤解されることです。 陽極酸化は冷却を助けたり傷つけたりしますか? 答えは、ヒートシンクが熱を放散する方法と、陽極酸化がどのように影響するかを理解することにあります。熱伝達は3つのモードで発生します。
伝導: 固体材料を(コンポーネントベースからヒートシンクフィンを介して)移動する熱。
対流: ヒートシンクの表面から周囲の流体(通常は空気)に移動する熱。
放射: 熱磁気波としてヒートシンク表面から放出される熱。
陽極酸化がそれぞれにどのように影響するかは次のとおりです。
伝導: 酸化アルミニウムは 、 純粋なアルミニウムよりも熱伝導率が低くなっています。ただし、陽極酸化層は非常に薄いです(通常、タイプIIの場合は5〜25マイクロメートル、タイプIIIの場合は最大50〜100マイクロメートルです)。それは非常に薄いので、この層は 非常に少量 の熱抵抗のみを追加します。ほとんどのヒートシンクの設計では、伝導へのマイナスの影響は最小限であり、しばしば無視できます。
対流: 対流熱伝達への影響は一般にマイナーと見なされます。わずかに粗いテクスチャは境界層での気流の相互作用を微妙に改善する可能性があると主張する人もいますが、対流は主にヒートシンクのフィンデザイン、向き、およびエアフローの速度(自然または強制)によって駆動されます。陽極酸化は、対流性能を大きく変えません。
放射線(放射率):これが重要です! 放射率は、放射線によって熱エネルギーを放出する表面の能力の尺度です。 0から1のスケールで評価されています。研磨された裸のアルミニウムは非常に貧弱なラジエーターであり、放射率は周りだけです 0.05。ただし、陽極酸化は表面特性を劇的に変化させます。陽極酸化されたアルミニウムは、通常、 はるかに高い放射率を持っています。 〜0.77から〜0.85-0.95または黒または他の暗陽極酸化仕上げの場合はさらに高いまで、
全体的な影響: ほとんどの一般的なアプリケーション、特に 自然対流 または 低気流 状況に依存する受動的ヒートシンクでは、放射線は総熱散逸において重要な役割を果たします(多くの場合、海面での自然対流で約30%以上引用されます)。。 陽極化の高い放射率による放射熱伝達の大幅な増加は、導電性熱伝達の最小限の減少をはるかに上回っています
したがって、大多数の場合、 陽極酸化は、 裸のアルミニウムのものと比較して、アルミニウムヒートシンクの全体的な熱性能を 改善します。 利点は、対流が熱伝達を支配する強制対流シナリオではあまり顕著ではありませんが、それでも陽極酸化はパフォーマンスを大幅に妨げることはめったになく、他のすべての重要な利点(腐食抵抗、耐久性など)を提供します。黒い陽極酸化は、通常最高の放射率値を提供し、放射冷却を最大化するため、しばしば好まれます。
陽極酸化は一般的ですが、他の仕上げが存在します。これらがどのように比較するかは次のとおりです。
塗料 /パウダーコーティング: ヒートシンクのために強く落胆しています。 これらは、重要な熱絶縁体として機能する比較的厚いコーティングであり、ヒートシンクの熱を放散する能力を大幅に減らします。熱性能が重要な場合は、それらを避けてください。
クロム酸塩変換コーティング(化学膜、アロディン、イリダイト): 薄い保護層を作成する化学プロセス。
長所: 良好な腐食抵抗、電気的に導電性(接地/EMIシールドに重要)、陽極酸化よりも低コスト。
短所: 耐摩耗性が少なく、陽極酸化よりも放射率が低い(放射線はあまり役に立たない)、色の限られた色のオプション(通常は透明または黄色/金)を提供します。
エレクトロレスニッケルメッキ: 金属メッキプロセス。
長所: 優れた腐食と耐摩耗性、導電性、はんだ表面。
短所: むき出しの金属(放射線が低い)と同様の陽極化、放射率よりも複雑な/費用のかかるプロセス。
eコイティング(電気泳動コーティング): 薄く均一な層をもたらす電気堆積塗装プロセス。
長所: 複雑な形状、良好な腐食抵抗、粉末コーティングよりも薄い場合でも良好なカバレッジ。
短所: それでも、熱抵抗(厚い塗料/粉末よりも少ない)を追加する有機コーティングで、通常は陽極酸化よりも耐久性が低くなります。
熱性能、保護、コストのバランスが必要な汎用ヒートシンクの場合、陽極酸化はしばしば最高の全体的な価値提案を提供します。
色の選択: 熱放射線を最大化するには黒い陽極酸化が標準ですが、他の暗い色(暗い青、緑、赤)も、裸のアルミニウムまたは透明な陽極酸化と比較して高い放射率を提供します。明確な陽極酸化は、むき出しのアルミニウムよりも依然として大幅に優れた放射率を提供し、優れた腐食保護を提供します。色の選択は、多くの場合、熱ニーズと審美的またはブランディングの要件のバランスをとることにかかっています。
コスト: 陽極酸化は、製造プロセスに比較的少ないコストを追加します。これは、一般に、パフォーマンスと寿命のメリットに見合う価値があると考えられています。タイプIIIハードコートの陽極酸化は、処理時間が長く、エネルギー使用量が多いため、標準のタイプIIよりも高価です。
一般的なアプリケーション: 陽極酸化されたアルミニウムヒートシンクは、以下を含む多くの業界で遍在しています。
コンシューマーエレクトロニクス(PC、ラップトップ、オーディオアンプ)
LED照明(高出力LEDはかなりの熱を生成します)
電源と電圧レギュレーター
自動車電子機器
産業規制と自動化
通信機器
航空宇宙コンポーネント
陽極酸化は、の単なる化粧品の仕上げ以上のものです アルミニウムヒートシンク。これは、具体的な利点をもたらす機能的な表面処理です。腐食と摩耗に対する優れた保護、貴重な電気断熱、および 表面放射率が大幅に改善されたため、ほとんどの用途での 熱性能の向上です。
裸のアルミニウムはわずかに優れた生の導電率を提供しますが、環境に対する抵抗が不十分であり、さらに重要なことに、熱を効果的に放射することができないため、多くのアプリケーションには適していません。塗料やパウダーコートのような仕上げは、熱伝達を激しく妨げます。陽極酸化は最適なバランスを取り、不可欠な保護を提供しながら、放射線による熱散逸の改善に積極的に貢献します。これらの理由により、陽極酸化アルミニウムは依然として業界標準であり、信頼できる熱管理に非常に効果的な選択肢です。