日本語
日本語
数ブラウズ:1 著者:サイトエディタ 公開された: 2025-10-21 起源:パワード

Winshare Thermal は、今日の高出力エレクトロニクスにおける熱との容赦ない戦いを理解しています。次世代サーバーの複雑な AI チップから電気自動車 (EV) や大規模エネルギー貯蔵システム (ESS) の堅牢な IGBT パワー モジュールに至るまで、熱の集中は前例のないものです。この高い熱流束は、機能限界に達した従来の空冷では対処できない計り知れない熱的課題を引き起こします。
液体冷却プレートは 、これらの要求の厳しい用途における効果的な熱管理の基礎となります。これらは重要な熱橋として機能し、電力密度の高いコンポーネントから循環流体に熱を効率的に伝達します。最適に設計されず、細心の注意を払って製造されていないコールド プレートは深刻なボトルネックとなり、動作温度の上昇、システム パフォーマンスの低下、デバイスの寿命の大幅な短縮につながる可能性があります。
高出力冷却ソリューションの専門メーカーとして、Winshare Thermal の使命は、優れた熱効率と卓越した構造信頼性をエンジニアに提供することです。私たちの設計哲学は、次の 2 つの基本的でありながら、しばしば相反する目標を中心としています。
熱抵抗 (Rth) の最小化: コンポーネントが可能な限り低い温度で動作することを保証します。
圧力損失 (ΔP) の最小化: ポンプ システムのエネルギー消費を削減します。
これら 2 つの目的の間の理想的なバランスを達成するには、理論的な理解だけでなく、製造に関する深い専門知識も必要です。このガイドでは、10 の最も重要な設計パラメータを詳しく掘り下げ、Winshare Thermal の高度な CFD シミュレーション機能と多様な製造プロセスを活用して、最適化された信頼性の高いコールド プレート ソリューションを世界中の顧客に提供する方法を紹介します。

II.伝導と対流の幾何学)
このセクションでは物理的要素に焦点を当てます。材料の選択とコールド プレートの内部構造について説明します。これらの物理的要因は、熱の伝達方法を制御します。これらは、初期の熱伝導と対流の総接液面積に影響します。
ベースの厚さは固体材料層です。熱源と冷却チャネルの間に位置します。熱は伝導のみによってこの層を通過します。ベースの厚さは、コールド プレートの総熱抵抗の重要な部分です ()。
熱はこの厚さ全体に伝わらなければなりません。ベースが薄いほど移動距離が短くなります。したがって、導電抵抗 () は最小限に抑えられます。設計者はできるだけ小さくするように努めなければなりません。これは、熱源の設置面積が大きい場合に特に重要です。
エンジニアは構造上の制約を考慮する必要があります。コールドプレートには機械的強度が必要です。曲げや反りに耐えなければなりません。内部流体は高圧 (たとえば、5 ~ 10 bar) で動作します。薄すぎるベースはこの圧力で変形します。この変形は大変危険です。チップとコールドプレート間の接触不良の原因となります。この接触不良により、TIM 抵抗が大幅に増加します。また、漏れや致命的な故障を引き起こす可能性もあります。
エンジニアは安全な最小厚さを計算する必要があります。この計算は、材料特性とシステムの最大動作圧力に依存します。この最小安全厚さが最適な厚さです。これにより、熱効率と構造的完全性が保証されます。
コールド プレートの材料の選択は基本です。熱伝導率 (k) は、熱がどの程度よく伝わるかを示します。迅速かつ均一な熱放散には、高い k 値が必要です。 High k 材料は、ホットスポットから熱を素早く逃がします。
通常、銅とアルミニウムの間で選択されます。銅は優れた熱性能を発揮します。その $ ext{k}$ 値は約 400 W/m K です。アルミニウムの k 値は約 205 W/m K です。銅は 熱拡散抵抗に対処するのに優れています。この抵抗は、小さなチップが熱を発生するときに発生します。熱はコールドプレートベース全体に広がる必要があります。
材料 | 熱伝導率 ()k | 密度 | 料金 | 最適なアプリケーションの焦点 |
銅 ()Cu | 非常に高い ~400 W/m K | 高い | 高い | 高い熱流束、小さなホットスポット (CPU/GPU) |
アルミニウム ()Al | 良好 ()~250 W/m K | 低い | 低い | 大規模システム、重量に敏感 (EV バッテリー、ESS) |
銅は最良の熱ソリューションを提供します。ただし、重くて高価です。アルミニウムは、重量が重要な大規模用途の業界標準です。熱負荷が広範囲に分散している場合は、$ ext{k}$ が低くても許容されます。材料の選択は、アプリケーションの重量と予算の制約に合わせて行う必要があります。
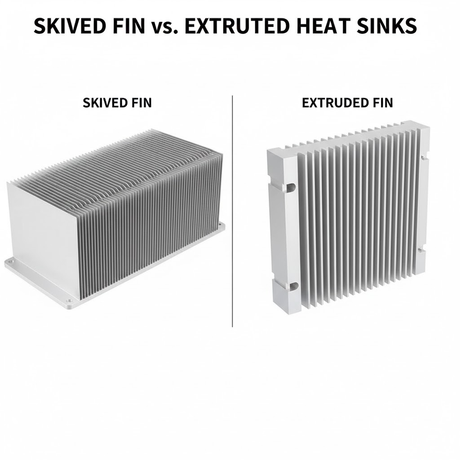
高性能コールドプレートには内部フィンが使用されています。これらは、ろう付けまたはマイクロチャネル設計でよく見られます。フィンは流路内の金属構造です。濡れた表面積を拡大します。フィンは 対流熱伝達係数を大幅に増加させます ()。これにより、対流熱抵抗が低下します ()。
設計ではフィンの密度、高さ、形状を最適化する必要があります。フィン密度が高いほど表面積が大きくなります。これにより、熱伝達が向上します。しかし、高密度は流体の流れも制限します。この制限により、圧力損失 (ΔP) が急速に増加します。
フィンの形状は流体の混合と乱流に影響を与えます。さまざまな熱ニーズに応じてさまざまな形状が使用されます。
フィンタイプ | 主なメリット (削減)Rconv | 主な欠点 ()ΔP | 代表的な製造方法 |
ストレートチャンネル | 低摩擦、お手入れ簡単 | 限られた表面積 | CNC加工 |
コルゲート(波形)フィン | 乱流を誘発、高 h | 高圧ペナルティ | 真空ろう付け |
ピンフィンアレイ | 優れた横方向の広がり、最大限の混合 | 非常に高い圧力降下 | 鋳造または 3D プリント |
エンジニアはも考慮する必要があります フィンの効率。非常に薄いフィンや非常に高いフィンは効率が低い場合があります。熱はフィンの先端まで十分に早く伝わりません。フィンの先端は基部よりもはるかに熱いままです。この場合、フィン材料を追加しても役に立ちません。フィンの形状と間隔を最適化するには、CFD モデリングが必要です。
アスペクト比は、チャネルの高さ (H) とチャネルの幅 (W) の比です。この比率は内部設計における重要な要素です。それは冷却表面積の密度を決定します。
H/W 比が高くなると、冷却面積が増加します。これは、チャネル全体のフットプリントを変更せずに行われます。この設計により冷却性能が向上します。これは、接液周囲長を最大化する賢い方法です。
アスペクト比は製造技術によって制限されることがよくあります。
● CNC 加工: 深くて狭いチャンネルには長くて細い工具が必要です。このプロセスには時間がかかります。工具の摩耗が増加し、チャネル精度が低下する可能性があります。
● 真空ろう付け: このプロセスにより、はるかに高いアスペクト比が可能になります。あらかじめ成形された薄いフィンを使用しています。これは通常、最高のパフォーマンスを発揮するコールド プレートを実現するための最良の方法です。
エンジニアは、可能な限り高い H/W 比を選択する必要があります。この比率は製造可能でなければなりません。また、流れの問題も回避する必要があります。非常に深いチャネルでは、流れの出入りが制限される場合があります。これにより、ΔP が増加します。この設計では、パフォーマンスの向上と生産の実現可能性のバランスが取れています。
内壁の粗さ () はチャネル壁のテクスチャです。これは見落とされがちなパラメータです。摩擦圧力降下に大きく影響します ().RaΔPfric
粗さは摩擦を生み出します。この摩擦は流体の流れに逆らって作用します。粗さが大きいと摩擦圧力損失が大きくなります。ポンプシステムは、流体を押し出すためにさらに激しく働く必要があります。
製造プロセスによって粗さが決まります。
● CNC 加工: 最終カットの品質が粗さを決定します。加工後の研磨や化学エッチングが必要になる場合があります。
● FSW (摩擦撹拌溶接): この溶接プロセスは EV バッテリー プレートにとって重要です。 FSW はきれいな内部溶接シームを作成します。滑らかな表面仕上げです。この仕上げにより、従来の融着と比較して摩擦圧力損失が最小限に抑えられます。
● ろう付け: ろう付けプロセスは非常にきれいでなければなりません。チャネル内にフラックスや残留物が残ると、粗さが増加します。また、後で腐食の問題を引き起こす可能性もあります。
粗さは乱流をわずかに促進する可能性があります。これは熱の伝達を助けます。ただし、通常、ΔP の増加は大きすぎます。それは容認できないペナルティです。高性能コールドプレートには、非常に滑らかな内部チャネルが必要です。

このセクションでは流体自体に焦点を当てます。システム統合要因を検討します。これらの要素は、熱分布、システムのエネルギー消費、長期的な信頼性を決定します。
流れパターンは、冷却剤が通る経路です。これはを達成するための最も重要な要素です。 、コールド プレート表面全体のレイアウトはヒート マップと完全に一致する必要があります。すべての熱源が均等に冷たい流体を受け取るようにする必要があります。 温度均一性()
フローパターンとヒートマップのマッチング
エンジニアは適切なフロー パターンを選択する必要があります。この選択は、コンポーネントの熱分布によって異なります。
レイアウトタイプ | 説明 | 均熱性 ()ΔTmax | 主な欠点 |
サーペンタイン (S-Flow) | 長く曲がりくねった一本の道。 | 悪い(流体が経路に沿って加熱し、大きなΔTが発生する) | 高圧損失 ()ΔP |
パラレルフロー | 流体は多数の同一の短いパスに分割されます。 | 優れた (すべてのチャネルが )∆Tin で流体を受け取ります | 流量の不均衡(バイパス)のリスク |
Zフロー | マニホールドを使用して流量分布のバランスをとります。 | 良好 (多くのコンポーネントにとって妥協が必要) | 中程度のΔP、流れの詰まりの影響を受けやすい |
このステップには CFD シミュレーションが不可欠です。並列回路の流れの不均衡をモデル化します。蛇行回路内の温度勾配によって生じるホットスポットを予測します。目標は、ホットスポットを排除することです。この除去は、ΔP を大きくしすぎないように行う必要があります。
流量は、コールド プレートを通過する冷却剤の体積です。これは熱パフォーマンスを向上させる最も強力な方法です。流量が高くなると、2 つの利点が得られます。流体のバルク温度上昇を軽減します ()。また、対流熱伝達係数も増加します ()。どちらのアクションもコールド プレートの .ΔTfluidhRth を低下させます。
3次パワーペナルティ
エンジニアはポンプの出力を考慮する必要があります。ポンプ力は流量とともに急激に増加します。
これが 3 次電力ペナルティです。流量を 2 倍にするには、8 倍のポンピングパワーが必要になります。これは非常に非効率的です。設計では流量を最適化する必要があります。流量は必要な熱性能を達成する必要があります。また、システムの許容可能なΔP 制限 (例: 1.5 bar) 内に収める必要があります。追加の流量はエネルギーとコストの無駄になります。
入口温度 () は、コールド プレートに入る流体の温度です。このパラメータはシステム制約です。外部冷却ユニット(またはチラー)によって設定されます。ただし、支配的な要因です。コンポーネントの絶対動作温度を決定します。
コンポーネントの温度は に依存します。コールドプレートの効率にも依存します。
より低い値は常にコンポーネントの冷却を保証します。錫
高効率のコールド プレート (低) がシステムを支援します。これにより、RthTin がもコンポーネントを低温に保つことができます高くて 。より高い温度での運転はより効率的です。これにより、データセンター全体 (電力使用効率) が向上します。コールド プレートの設計は、施設全体のエネルギー消費量の削減に役立ちます。可能な限り最高の .CDUPUE 錫を実現するには、設計を最適化する必要があります。
冷却液の選択はパフォーマンスに大きな影響を与えます。 3 つの主要なプロパティが重要です。比熱容量 ()、密度 ()、粘度 () です。
比熱 ():Cp が高いと、流体はより多くの熱を吸収できます。これにより、バルク流体の温度上昇が低く抑えられます。 Cp 粘度 ():μ 粘度が低いということは、流体が流れやすいことを意味します。これにより、摩擦による圧力損失が減少します。 密度 ():ρ 特定の体積流量に対する総質量流量に影響します。
財産 | 純水 | グリコール−水混合物(50%EG) | エンジニアリングへの影響 |
熱性能 ()Cp | ベスト ()4.18 kJ/kg K | 下限() 3.2kJ/kg K} | 保護のためにパフォーマンスは犠牲になります。 |
粘度()μ | 低い | より高い (1.5 ~ 3 倍) | $mu$ が高くなると、必要なポンピング電力が増加します。 |
システム要件 | 腐食防止剤が必要です | 凍結/沸騰から保護します | 屋外 (ESS) または EV アプリケーションに必要です。 |
純水は最高の熱流体です。ただし、腐食については注意深く監視する必要があります。グリコールと水の混合物は、EV および産業システムで使用されます。これらは重要な凍結および腐食からの保護を提供します。この保護にはパフォーマンスが犠牲になります。 ΔPも増加します。
熱源と冷却板の間の材料です。それは最も重要な要素です。エアギャップを埋めます。空気は恐ろしい熱伝導体です。多くの場合、この層は合計熱抵抗に最も大きく影響します。TIMTIMTIMRth、合計
抵抗 () はその厚さに比例します。
目標は、最小の ボンド ライン厚さ (BLT) を達成することです。このため、組み立て中に高い圧力が必要になります。さらに重要なのは、コールド プレートに極めて高い精度が要求されることです。
コールド プレートの取り付け面は極めて平坦である必要があります。平坦度が悪いと隙間が大きくなります。これらのギャップを埋めるには、より厚い TIM 層が必要です。熱性能は急速に低下します。 Winshare Thermal は、高精度 CNC 加工と特殊なツールを使用しています。平面度公差0.05mm以上を実現しています。これにより、顧客は最も薄く、最も効果的な TIM 材料を使用できるようになります。高性能システムでは、適切な平坦度を犠牲にすることはできません。

IV. CFD を活用したバランスのためのソリューション
液体冷却プレートの設計は困難な作業です。これは多目的最適化問題です。エンジニアは、相互に依存する 10 個の重要なパラメーターのバランスを同時に取らなければなりません。圧力損失、重量、コストを最小限に抑えながら、熱伝達を最大化する必要があります。
推測や単純な計算だけでは十分ではありません。設計には非常に詳細な分析が必要です。 Winshare Thermal はプロフェッショナルなソリューションです。 当社のエンジニアリング チームは、高度な CFD (数値流体力学) ツールを使用しています。 10 個のパラメーターすべてを迅速にモデル化して反復します。このプロセスには、フロー分布分析やトポロジーの最適化などの複雑な機能が含まれています。コールドプレートの設計が最適であることを保証します。
私たちはこの最適な設計と実証済みの製造を組み合わせています。高精度CNC仕上げと信頼性の高いFSW(摩擦攪拌接合)が可能です。また、専門的な真空ろう付け技術も使用しています。これにより、設計が信頼性の高い製造可能な製品に変換されることが保証されます。 Winshare Thermal と提携して、理論上の効率を最大のシステム パフォーマンスに変換します。当社はお客様の最も厳しい熱的課題に対応します。