日本語
日本語
数ブラウズ:0 著者:サイトエディタ 公開された: 2025-10-21 起源:パワード

高出力の熱管理に対する需要は、多くの要求の厳しいセクターにわたって急速に高まっています。次世代 AI サーバーや新エネルギー IGBT モジュールから EV バッテリー パックに至るまで、これらの重要なアプリケーションには、高性能だけでなく妥協のない信頼性も提供する液体コールド プレートが必要です。
液体冷却プレートの全体的なパフォーマンスは、いくつかの絡み合った要因によって決まります。材料の選択 (銅やアルミニウムなど) は基本ですが、 冷却チャネルをシールするために使用される 接合プロセスは非常に重要です。 このプロセスにより、コールド プレートの機械的完全性、漏れ防止動作、およびベースプレートから冷却剤までの最小限の熱抵抗が保証されます。
Winshare Thermal では、という 2 つの主要な製造技術が高効率コールド プレートの生産を支えています 摩擦撹拌溶接 ( FSW ) と 真空ろう付け。どちらの方法でも強力な密閉結合が得られますが、完全に異なる物理原理に基づいて動作するため、製品の用途において明確な利点と制限が生じます。
この記事ではを明確かつ詳細に比較します。 、Winshare Thermal の製造の観点から私たちは、熱性能、構造強度、製造コスト、材料の適用性という 4 つの主要領域に焦点を当てます。このガイドは、エンジニアが特定の熱管理の課題に対して最も情報に基づいたプロセスを選択できるように設計されています。 FSWと真空ろう付け
Winshare Thermal の取り組み:
当社は、FSW 技術と真空ろう付け技術の両方について深い専門知識を持っています。当社の最先端の設備と経験豊富なエンジニアリング チームにより、カスタマイズされた加工オプションを提供できます。これにより、当社はすべてのお客様の特定のニーズに最適な熱ソリューションを提供できるようになります。当社は 1 つの方法を選択するだけではありません。当社は業務に最適な方法を戦略的に適用し、お客様のサプライチェーンにシームレスに統合します。
摩擦撹拌溶接 ( FSW ) は、Winshare Thermal の製造ポートフォリオ、特に堅牢なアルミニウム製コールド プレートの基礎となる技術です。 これは固相接合プロセスであり、材料が溶融温度に達することがないことを意味します。この根本的な違いにより、 FSW には 高信頼性コンポーネントにとって重要な独自の構造上の利点が与えられます。
当社の FSW プロセスは、正確に制御された摩擦と機械力を利用して、母材金属を溶かすことなく非常に強力な接合を実現します。
ソリッドステート接合原理:
Winshare Thermal では、高速で回転するピンとショルダーで精密に設計された非消耗品のツールを使用しています。このツールは、正確に準備された 2 つのワークピース間の継ぎ目に差し込まれます。摩擦熱が発生し、材料が柔らかくなり、可塑性になりますが、溶融はしません6。ピンが接合ラインを横切ると、可塑化された材料が両側から機械的に撹拌され、混合されます7。冷却すると、この撹拌作用により、微細な結晶粒構造を備えた高強度の冶金的結合が形成されます。

Winshare Thermal の FSW の主な技術的強み:
| 技術的特徴 | 説明 | Winshare Thermal のコールド プレートの利点 |
| ソリッドステートプロセス | 接合は、当社の制御されたで融点以下で行われます CNC環境 。 | ガスの気孔や収縮などの一般的な融着欠陥を排除し、漏れのない性能を保証します。 |
| 最小限の熱影響ゾーン ( HAZ ) | 熱入力は局所的に行われ、正確に制御されます。 | 卑金属の材料特性はほとんど保存されています。反りや歪みが少なく、高い平面度を確保します。 |
| 細粒構造 | 機械的撹拌により、溶接領域の結晶粒構造が微細化されます。 | 溶接強度は 母材の強度の 90%を超えることが多く、構造の完全性にとって重要です。 |
| 消耗品なし | 溶加材、フラックス、シールドガスは必要ありません。 | 材料コストの削減、環境への配慮の向上、およびきれいな内部チャネル表面。 |
このソリッドステートプロセスは、凝固亀裂やガス多孔性などの従来の融着に関連する問題を本質的に回避し、優れた接合品質を実現するため、当社の施設では非常に有利です。
Winshare Thermal の固有の特性により、 FSWプロセス 最も過酷な条件に耐える信頼性の高いコールド プレート コンポーネントの製造に最適です。
優れた構造的完全性と耐圧性:
当社の FSW プロセスによって作成された溶接シームは完全に緻密で、漏れを非常に防ぎます。Winshare Thermal の FSW コールド プレートは 100% 漏れがなく、これは当社の厳格なテストによって検証されています。これらのコールド プレートは、一部の構成では最大 300 bar の非常に高い圧力に一貫して耐えることができます。この比類のない高圧耐性は、安全性と安全性が確保されている航空宇宙、軍事、高流量産業用冷却システムにとって非常に重要です。 パフォーマンスを犠牲にすることはできません。
低歪みと高い再現性:
FSW への局所的な熱入力を正確に制御することで、熱歪みを最小限に抑えます。これにより、当社のエンジニアはコールド プレートの取り付け面の高度な平坦度を容易に維持できます。これは、熱源との接触面での熱抵抗を低く抑えるための重要な要素です。プロセスは CNC 制御されているため、大規模な生産バッチ全体で高い寸法精度と一貫性が保証され、大量生産の厳しい要求に応えます。
アルミニウム合金に最適:
Winshare Thermal の FSW 機能は、1xxx、5xxx、6xxx シリーズを含むさまざまなアルミニウム合金で優れています。アルミニウムは、軽量でコスト効率が高いため、コールド プレートに適した材料です。また、FSW プロセスは、従来の溶融法では溶接不可能と考えられていたアルミニウム合金の接合を独自に可能にし、設計の可能性を広げます。
Winshare Thermal の実践:
当社は、EV バッテリー パックや ESS システムで一般的な大型のカスタム形状のコールド プレートに FSW を戦略的に活用しています。卓越した構造強度により、これらのコールド プレートは高振動の自動車環境に耐えることができ、同時にこのプロセスにより、アルミニウム コンポーネントの大きく複雑なチャネルを高効率でシールできます。

真空ろう付けは 、Winshare Thermal の機能内で確立されたもう 1 つの中心的な接合技術です。 精密に制御された真空環境で液体フィラーメタルを使用するため、特に優れた熱性能が求められる非常に複雑な内部構造に対して、比類のない柔軟性を設計に提供します。
Winshare Thermal が採用している真空ろう付けは、液状接合の一種です。 プロセス中に母材が溶け ない
液体状態の接合原理:
コンポーネントは、母材よりも融点が低い溶加材を使用して細心の注意を払って組み立てられます。その後、アセンブリは当社の先進的な真空炉の 1 つに設置されます。炉の温度を慎重に上げて、ベース金属を固体に保ちながらフィラー材料を溶かします。毛細管現象により、溶融フィラーはコンポーネント間の小さな隙間に正確に流れ込みます。フィラーは母材表面を濡らし、母材金属とともに拡散し、強力で連続的な冶金学的結合を形成します。重要な真空環境は、アルミニウムや銅などの材料にとって重要な酸化を防ぎます。
Winshare Thermal の真空ろう付けの主な技術的強み:
| 技術的特徴 | 説明 | Winshare Thermal のコールド プレートの利点 |
| 全面接着 | ろう付け材がすべての接触面に流れ込み、完全な接合が形成されます。 | 最小限の界面熱抵抗。重要なアプリケーションの熱伝達効率を最大化します。 |
| 汚染のない | プロセスはフラックスを使用せずに高真空で行われます。 | 内部冷却チャネルは非常にクリーンで耐腐食性を維持し、長期的な信頼性を保証します。 |
| 複雑なアセンブリ | 複数の接合部を 1 サイクルで同時にろう付けできます。 | 非常に複雑な、複数のコンポーネント、または多層のコールド プレート設計 (マイクロチャネル、波形フィンなど) が可能になります。 |
| 材料の多様性 | 銅、アルミニウム、場合によっては異種金属の接合に適しています。 | 特定の熱ニーズとコストに基づいて材料を最大限に柔軟に選択できます。 |
Winshare Thermal では、熱性能が絶対的で妥協のない優先事項である場合、真空ろう付けが推奨される方法であり、最も要求の厳しい熱流束アプリケーション向けのソリューションを設計できるようになります。
完全冶金接合による優れた熱性能:
当社の真空ろう付けプロセスは、接触面全体にわたってシームレスな金属間の接合を実現します。これは、ベース プレートと複雑な内部冷却機能の間の界面の熱抵抗を本質的に最小限に抑えるため、重要な違いです。この優れた接合により、Winshare Thermal のろう付けコールド プレートが最高の熱流束アプリケーションに選択され、最大の熱が冷却液に効率的に伝達されることが保証されます。
複雑な内部流路に対応する柔軟性:
真空ろう付けでは、設計の自由度が最も高くなります。これにより、当社のエンジニアは、一体化された波形フィンや複雑なマイクロチャネル構造など、非常に複雑な内部構造を作成できるようになります。これらの機能により、熱伝達表面積が大幅に増加し、コールド プレート内の対流熱伝達が最大化されます。ろう材はこれらの繊細な内部構造の周りを正確に流れて結合し、アセンブリ全体を同時に密閉します。
マイクロチャネルおよび高密度設計に最適:
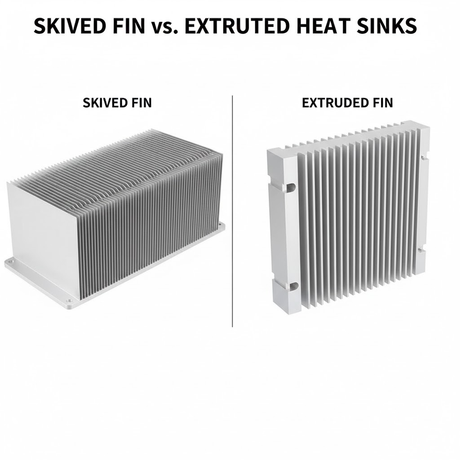
真空ろう付けは、マイクロチャネル コールド プレートを製造し、高密度の銅スカイブド フィン構造をベース プレートに接合するのに理想的なプロセスです。これらの高度な設計は、多くの場合非常に高い熱設計電力 (TDP) 定格を持つ高出力 CPU および GPU モジュールを冷却するために絶対に必要です。
Winshare Thermal の実践:
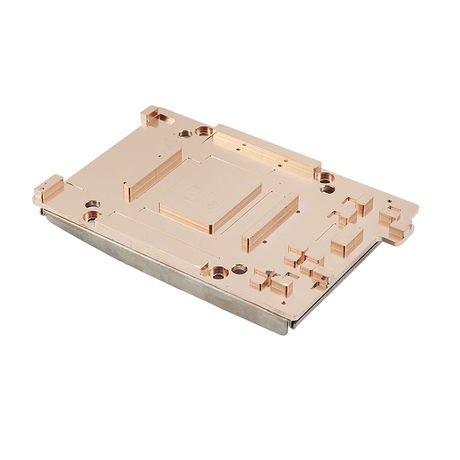
当社では、複雑な内部形状を必要とする CPU/GPU の銅製コールド プレートや IGBT 冷却ベースに真空ろう付けを日常的に利用しています25。このプロセスにより、熱限界ぎりぎりで動作するコンポーネントの高い信頼性が確保され、当社の精密製造の証となります。

Winshare Thermal の FSW 機能 と真空ろう付け機能のどちらを選択するかには、構造的完全性、コスト効率、熱性能要件の戦略的なバランスをとる必要があります。普遍的に優れた方法はありません。むしろ、適切なツールを適切な仕事に適用することが重要です。
大量生産産業ではコストと生産速度が決定要因となることが多く、Winshare Thermal は両方のプロセスで優れています。
Winshare 熱投資と運営コスト:
| パラメーター | 摩擦攪拌溶接(FSW) | 真空ろう付け | Winshare の熱に関する結論 |
| 設備費 | 比較的低い ( FSWヘッドアタッチメントを備えた当社の CNC マシン ) | 非常に高い (当社の大型真空炉は多額の投資であり、多くの場合 ϵ百万以上1 ) | FSWは勝利。 初期投資コストで |
| サイクルタイム | 速い (直線溶接速度 0.5-1.5 m/min ) | 遅い (長い炉サイクル、通常、バッチごとに 6 ~ 10 時間) | FSW は、 個々の部品のスピードとリードタイムで勝利を収めています。 |
| 消耗品 | なし (非消耗工具) | 高(ろう材、冷却用不活性ガス) | FSW は 部品ごとの運用コストで勝利します。 |
コストの結論: FSW は 、初期投資が少なく、生産が速いため、小規模から中規模のバッチ サイズでは、しかし、Winshare Thermal の真空ろう付け施設は、複数の部品を 1 つの炉サイクルで同時に積み重ねて処理できるため、非常に大規模な標準化された生産実行で大幅な 2 一般にろう付けよりも費用対効果が数倍優れ 10 ています。 スケールメリット を達成し、部品あたりのコストを非常に競争力のあるものにします。
FSWと真空ろう付け の原理の根本的な違いにより、 パフォーマンスと信頼性の明確なトレードオフが生じますが、Winshare のサーマル エンジニアはこれを慎重に評価します。
Winshare の熱パフォーマンスと信頼性のトレードオフ:
| 要素 | 摩擦攪拌溶接(FSW) | 真空ろう付け | Winshare Thermal のアプリケーションの焦点 |
| 界面熱抵抗 | 非常に良い (縫い目の金属結合) | 優れた (全面金属結合) | ピーク TDP コンポーネントとマイクロチャネルの ろう付け。 |
| 構造的完全性 (漏れ/圧力) | 最高 ( 100% 漏れなし、最大 300 bar ) | 高 (信頼性はありますが、過度に複雑な接合部では多孔性/ろう付け不良のリスクがあります) | EV バッテリーパック などの高振動・高圧システム向けの FSW 。 |
| 溶接後の硬さ | 大幅な低下なし ( HAZが低い) | 大幅な低下 (再熱処理が必要となり、コストと複雑さが増加します) | FSW は 、後処理を行わずに材料の完全性を維持するのに適しています。 |
| 設計の柔軟性 | 下部 (ツールのアクセスと直線的な溶接パスによって制限されます) | 最高 (複雑なフィン、マイクロチャネル、複雑な内部バッフリングが可能) | カスタムの熱最適化と表面積の最大化のための ろう付け。 |
Winshare Thermal でのエンジニアリング上の決定: アプリケーションが構造的に要求が厳しい場合、つまり高い振動と高圧耐性が必要な場合 ( EV 自動車、航空宇宙など)、 FSW は最高の構造保証を提供します。アプリケーションが極度の熱流束と熱効率が何よりも優先される複雑な内部マイクロチャネルを必要とする場合 ( AI プロセッサー、IGBT など)、 真空ろう付けが優れた選択肢です。.
FSWと真空ろう付けの どちらの製造上の決定は、 普遍的に優れた技術を特定することではありません。代わりに、特定の製品の制約とパフォーマンス目標に合わせて選択する Winshare Thermal の専門知識が重要です 最適なテクノロジーを 。
FSW は 、構造強度、過酷な環境における高い信頼性、大型アルミニウム部品のコスト効率の高い生産が 最優先事項であるのゴールドスタンダードプロセスです。 場合に、明らかな利点をもたらします。これは、 EV バッテリー冷却プレート
真空ろう付けは、 熱性能を最大化する ために不可欠なプロセスです。マイクロチャネル設計、複雑な複数コンポーネントのアセンブリ、絶対的に低い界面熱抵抗が必要な状況に優れています。これは、ハイエンド CPU および GPU コールド プレートに当社が選択したプロセスです。
Winshare Thermal では、エンジニアが次の 4 つの中心的な基準に基づいてこの重要な決定を下せるように支援します。
熱束密度:( 優れた界面接合を実現するための高密度ろう付け)
使用圧力/振動: (モノリシック構造の完全性のための FSWへの高い応力 )
年間生産量: (高、バッチ効率のためにろう付けに標準化、 ツールの柔軟性のために 中/カスタムから FSW )
必要な材料: ( FSW までのアルミニウム大型プレート、ろう付けまでの銅/ハイブリッド/複合フィン)
プロセスの決定を偶然に任せないでください。 Winshare Thermal の経験豊富なチームにご相談ください。当社は高度な設計、シミュレーション、DFM (製造容易性設計) 機能を活用して、お客様のプロジェクトに最適なコールド プレート製造プロセスを確実に選択します。これにより、TS16949 認定と実証済みの専門知識に裏付けられた、IGBT、ESS、または AI システムの最高のパフォーマンスと信頼性が保証されます。