日本語
日本語
数ブラウズ:2 著者:サイトエディタ 公開された: 2023-05-29 起源:パワード
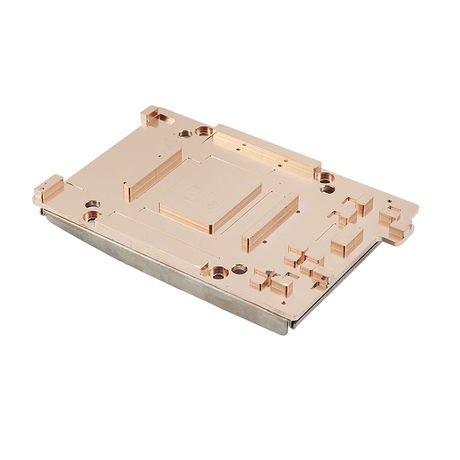
液体冷却プレートは、産業用冷却システムの一般的なコンポーネントです。私たちは皆、プロジェクトに高品質の機能を備えたいと考えています。 コールドプレート 効率的な放熱システムにより、当社の機器は長期間にわたって良好な動作状態を維持できます。ただし、効率的な放熱を追求するということは、最高の材料を使用し、最高の価格を費やす必要があるという意味ではありません。冷却パネルの製造におけるカスタマイズにかかる費用を節約するには、さまざまな方法があります。記事上で、 コールドプレートメーカー Winshare は、コールド プレートのカスタマイズのコストを削減する 2 つの方法を共有します。


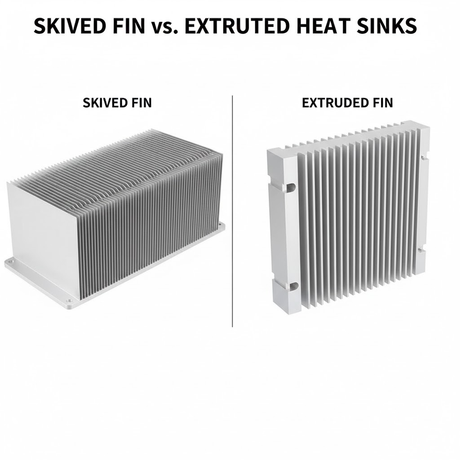
加工時間を最小限に抑え、コストを削減するには、可能な限り押出成形と鋳造を使用することが最善です。押出成形は、金属を金型に押し込んで、一定の断面を持つ物体を作成するプロセスです。新しい押出成形用のダイは安価であり、押出成形の寸法は幅約 9 インチ (22.86 cm) に制限されています。押出成形品の壁の厚さは比較的均一である必要があり、チャネルやフィーチャは真っ直ぐである必要があります。
押出成形と機械加工を組み合わせてコストを削減します。一部のフィーチャーは押し出し可能であり、より複雑なフィーチャーは機械加工できます。プロトタイピングのもう 1 つのオプションは、数量を減らすためにマシンプレートが冷たすぎることです。その後、設計が検証されて修正されたら、押出用のダイを作成できます。押出成形の特徴を念頭に置いてプレートを設計すると、押出成形コストの削減に役立ちます。


別のオプションは、鋳造と機械加工を組み合わせてコールド プレートを作成することです。たとえば、鋳造品の平坦度が十分でない場合、コールド プレートを希望の平坦度仕様にするために二次操作が必要になります。使用される合金のほとんどは真空ろう付け温度よりも低い溶融温度を有するため、砂型鋳物は真空ろう付けコールドプレートには適していないことに注意することが重要です。それらの使用は、管状コールド プレートに厳密に限定されます。両方の製造工程の見積りを取得し、メリットとデメリットを比較検討することをお勧めします。


通常、押出成形品や鋳造品の最低購入価格は高額であるため、これらのプロセスの使用を正当化するには適切な申請が必要です。押出成形と鋳造の両方により、全体として大幅なコスト削減が可能になります。
プレートが平坦でない場合、接触面積が大幅に減少するため、表面の平坦度は表面粗さよりもコールド プレートの熱性能に大きな影響を与えます。標準の平面度仕様は 0.001 インチ/インチ (0.003 cm/cm) です。したがって、測定点から 1 インチ以内では、コールド プレートの最低点が最高点よりも 0.001 インチ (0.003 cm) 低くなることはありません。仕様で 0.001 インチ/インチ (0.003 cm/cm) より優れた平坦度が必要な場合、コストを節約する 1 つの方法は、全面的に厳密な平坦度ではなく、部分的な平坦度を指定することです。たとえば、複数の絶縁ゲート バイポーラ トランジスタ (IGBT) をコールド プレート上に実装しており、各 IGBT が基板全体で 0.001 インチ/インチ (0.003 cm/cm) である必要がある場合、個々の IGBT の局所的な平坦度を指定する必要があり、プレート全体が非常に平らになるようにします。

コールド プレートの平坦化プロセスには通常、油圧プレスが使用されます。スキムカットを使用して平坦度を向上させることができます。スキムカットでは、機械がコールドプレートの最下点を決定し、最下点ではごく少量の金属を削り取り、より高い領域ではできるだけ多くの金属を削り取り、平坦な表面を取得します。アルミニウム片のスキムカットは簡単ですが、真空ろう付けされたコールドプレートまたは管状コールドプレートの管状側のスキムカットはより複雑です。真空ろう付けコールド プレートや管状コールド プレートのチューブの冷却表面は、熱特性を最適化するために通常は脆弱です。コールド プレートが平らでない場合、スキム カットが深すぎる可能性があり、壁が薄くなるか、圧力に耐えられないほど弱くなり、さらには破裂する可能性があります。または、漏れの可能性を排除するために厚いコールド プレートから始めることもできますが、パフォーマンスがある程度犠牲になります。
コールドプレート製造におけるコスト増加のもう一つの要因は、穴の増加です。穴があると、コールド ボードのコストが最大 3 ドル増加する可能性があります。穴のコストが増加する主な理由の 1 つは、流体経路に穴を開けることができないことです。そのため、チューブ型コールドボードの場合、チューブ内に湾曲部を製作する必要があり、各曲げ部を作製することによりコストが増加する。真空溶接されたコールド プレートの場合、流体経路内にアイランドを作成する必要があります。これは、内部の翼タブレットを排出 (EDM) する必要があることも意味します。これにより処理時間が大幅に増加し、コストの上昇につながります。




穴にはいくつかの種類があります。1 つは穴を通して、コールド ボードの一方の側からもう一方の側までです。2 つ目は、ネジが切られたネジ穴です。アルミニウムは比較的柔らかいため、部品や基板を頻繁に交換するとネジ穴の寿命が短くなります。ネジ穴にはネジ保護剤がよく使用されます。ネジ保護材は、コンポーネントを頻繁に交換する必要がある用途向けにネジの強度を高めることができる固体鋼のプラグです。通口は 1 回の穴あけプロセスだけで作成でき、ネジ穴は同じ工作機械に取り付ける必要があります。スレッドシースには取り付け用のネジ穴が必要であり、スレッドカバーの取り付けは加工センターの外で完了します。全体として、穴を通すコストが最も低く、ネジ付きシースのコストが最も高くなります。
穴の位置と間隔の公差が厳しいため、コストも増加します。妥当な公差仕様は ± 0.005 インチ (± 0.013 cm) です。平面度と同様に、局所公差を指定すると、考えられる状況下でコストを削減できます。距離が比較的遠い大規模なコールド ボードの場合、公差を維持するのはより困難になります。その理由の 1 つは、ナイフヘッドの行進距離の増加により、工作機械の許容誤差が増加することです。もう 1 つの理由は、機械作業場では最大 18 ° F (10 ° C) の温度勾配が存在する可能性があり、これによりコールド プレートが最大 0.005 インチ (± 0.013 cm) 膨張または収縮する可能性があります。通口はツールで作られているため、指定が最も簡単で、公差がより厳密です。ねじ穴を作るには 2 種類の工具を使用する必要があるため、ねじ穴の公差を達成するのはそれほど簡単ではありません。ねじ保護の公差を達成するのが最も困難です。これは、このプロセスにはねじ穴が必要であり、ねじシート自体にも公差があるためです。すべての公差が積み重なると、製造がさらに困難になり、コストが高くなります。小さなネジ穴を避けることもコスト削減につながります。4 ~ 40 以下の穴は、ドリル加工中にタップが破損するため、攻撃が困難です。問題を最小限に抑えるには、機械の動作速度を大幅に下げる必要があります。コールド プレートの厳しい公差要件に対応する 1 つの方法は、コンポーネントまたはプレートに取り付ける穴のサイズを大きくすることです。
表面の外観を最小限に抑えることは、特に基板用途の場合、コストを削減するためにも重要です。複雑な表面形状は通常、厚いアルミニウム ブロックから開始し、不要なアルミニウムを除去する必要があります。これは、原材料のコストが高くなり、加工時間が長くなります。外観を排除できない場合は、基板上の同様のコンポーネントの高さを考慮して、処理の必要性を軽減できます。
コールド プレートの注文でさらにお金を節約したい場合は、Winshare までお気軽にお問い合わせください。 コールドプレート冷却ソリューション あなたのプロジェクトに最適な製品を低価格で提供します。