日本語
日本語
数ブラウズ:1 著者:サイトエディタ 公開された: 2024-01-05 起源:パワード
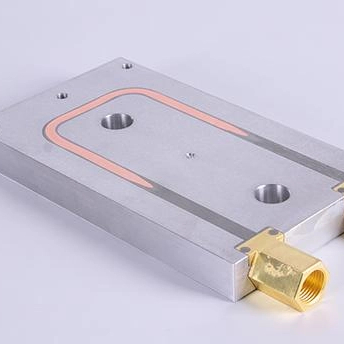
液冷プレートの主な材質は銅とアルミニウムの 2 つです。銅は高価であり、同じ体積のアルミニウムよりも重量がはるかに大きいため、多くの場所で好ましい材料はアルミニウムであり、銅は最後の選択肢です。アルミニウム合金液冷プレートにもさまざまなサイズと形状があり、それに対応してさまざまな製造が行われます。摩擦撹拌溶接、ろう付け、レーザー溶接、アルゴンアーク溶接など、使用シーンに合わせた加工を行っております。


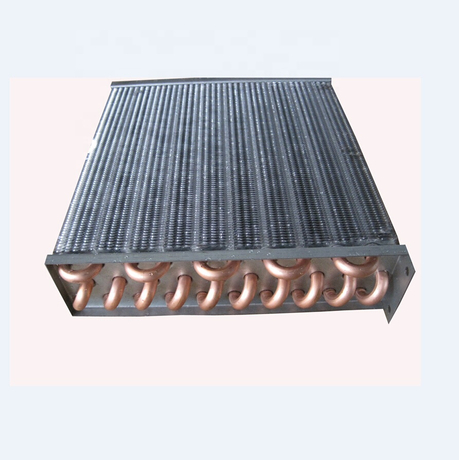
液体冷却技術の推進と使用により、基本的にエネルギー貯蔵コールドプレートの 3 つのモードが形成されました。 吹き込み液冷プレート、ろう付け液冷プレート、アルミニウムプロファイル液冷プレート。水冷プレートの加工において溶接は非常に重要な工程です。現在、水冷板の溶接工程は主に電気拡散接合、真空ろう付け、摩擦撹拌接合の3つに分類されます。真空ろう付け液冷プレートの柔軟な設計構造と高い溶接効率により、一部のアルミニウム合金製品の加工に広く使用されています。


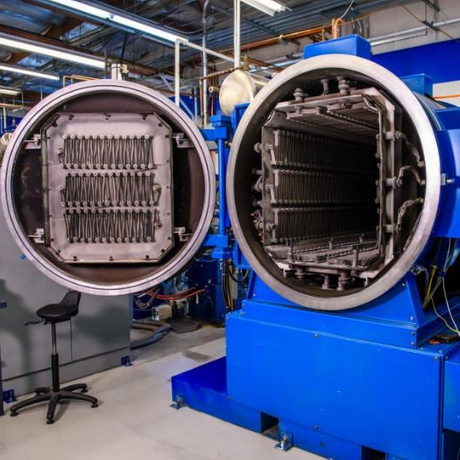
1、真空室内加熱溶接のワークピースを指し、主に高品質の製品と酸化しやすい材料の溶接に使用されます。
2、ろう付けは固相接続です。ろう付け母材は溶けません。母材金属の使用により、溶融温度は母材よりも低く、加熱温度は母材固相線よりも低く、はんだ液相よりも高くなります。接続方法の。
3. 接続部品とろう材をろう材が溶けるまで加熱し、母材表面の液状ろう材と濡れ毛細管の濡れ広がりと相互溶解拡散により部品間の接続を実現します。母材の隙間に流れ込み、母材同士が溶解・拡散する。
4、真空ろう付けは、フラックスを使用するため、真空環境と酸化膜を除去するための異なる作用メカニズムを使用し、製品の耐食性を大幅に向上させます。
5、溶加材の濡れ性と流動性は良好で、より複雑で狭いチャネルを溶接でき、歩留まりが高く、安全な生産条件が良好です。
1、表面全体を形成する複数の隣接する溶接をろう付けすることができ、炉の容量に応じて溶接を積み重ねることができ、炉で複数の部品をろう付けし、溶接効率を向上させます。
2、溶接された製品は変形することなく高圧に耐えることができます。
3、治具はユニバーサルで、一度の投入コストで、通常、製品の再投入のために特別に設計する必要はありません。
4、ワーク全体が均一に加熱され、熱応力が小さく、変形を最小限に抑えることができ、わずかな余剰部分も滑らかで加工しやすくなります。
5、真空条件下のワークピースは、酸化、浸炭、脱炭、汚染劣化がなく、ろう付け形成が美しく、腐食しにくいです。
6、複雑なランナーの任意の設計のパラメータに応じた対応するコールド プレート ランナー構造は、より優れた、より安定した製品性能の放熱特性を実現できます。
1、高温溶接後の材料の硬度が低下し、コールドプレートの特性上、硬度を向上させるために再熱処理が必要となり、コストが増加します。
2、溶接作業プロセスは高度な技術要件、技術的困難、高エネルギー消費、長時間かかります。
3、溶接前の洗浄、環境保護のコストが高い。
アルミニウム合金は、軽量、耐食性、熱伝導性に優れるなどの特徴を持ち、航空宇宙、建設、家電、自動車、船舶などの分野で広く使用され、その量は増加傾向にあり、古くから金属の生産に適していると考えられてきました。熱交換器、導波管、その他多くの複雑な構造材料。
アルミニウム合金の加工技術はその製品の製造において非常に重要な役割を果たしており、その重要な手法の一つがフラックスを使用しない真空ろう付け法です。
溶接前後の複雑な洗浄作業が不要、作業が簡単、フラックスによるスラグの混入を回避、構造物にフラックスが残留せず耐食性が確保できる、高い生産性、現在および将来の環境保護など、多くの利点があるためです。このコンセプトにより、アルミニウム合金の真空ろう付けはますます広く使用されるでしょう。
アルミニウム合金の表面には緻密で非常に安定した酸化膜Al2O3があり、これが溶加材の溶融による母材の濡れの主な障害となっています。真空条件だけで酸化膜を除去することは難しく、マグネシウム Mg やビスマス Bi などの金属活性剤を同時に使用する必要があります。 Mgの作用により実現されます。
これは、一方では Mg が真空中の残留 O2 および H2O と反応してアルミニウムに対する有害な影響を排除するためです。一方、酸化皮膜を直接除去するという目的を達成するためには、卑金属表面の還元反応において最も重要なMgとAl2O3も存在する。
しかし、その後の多くの研究により、母材の酸化皮膜が完全に除去されていないことが判明し、皮膜除去に関する新しい考え方が提案されました。Mg は環境中の O2 や H2O を除去する効果があるほか、Mg 蒸気は膜の表層に浸透し、拡散した Si とともに表層を低融点の Al-Si-Mg 合金を形成し、溶融させます。これにより、表面酸化皮膜と母材との結合が破壊され、溶融した溶加材が母材を濡らし、皮膜下の母材上に広がり、表面皮膜が浮いてしまう。
多くの研究と試験により、アルミニウム合金の真空ろう付けは産業界で広く使用されていますが、実際の生産における多くのスクラップろう付け接合について合理的な説明を与えることは不可能です。アルミニウム合金の真空ろう付けは、パラメーターの微妙な変化に非常に敏感であり、組成が指定範囲内であっても、さまざまなメーカーによって事前に製造されたろう付け合金コーティング層は、ろう付けヘッドとは大きく異なることがよくあります。
これまでのところ、アルミニウム合金の真空ろう付けメカニズムの実際的かつ正確な理解が不足しているため、理想的な真空ろう付けプロセスの定式化は大きく制限されており、依然として一般に蓄積された実際の経験に基づいている部分がほとんどです。
ほとんどのろう付け合金は Al-Si 系をベースにしており、w(si) は一般に 7% ~ 12% です。このシリーズのろう材は、ろう付け、強度と母材の色の一貫性、めっきと耐食性の両方が優れており、まれに優れたはんだであり、特にこの種のはんだは処理を変更することができ、ろう付け接合部の靭性と曲げ強度を大幅に向上させます。 。
aw(si) が 11.7% の Al-Si 系は、共晶温度が 577°C の共晶系です。この組成のはんだは、製造で一般的に使用される標準的なはんだであり、さまざまなアルミニウム合金のろう付けに適しています。 3A21 などの比較的高い融点。新しいろう付け合金は、Al-Siろう付け合金にMgや他の元素を添加することで調製できますが、Znなどの低沸点元素をアルミニウムろう付け合金に添加することはできません。そうしないと、真空ろう付け炉に多大な汚染を引き起こします。また、ろう付け複合プレートも一般的に使用される方法です。つまり、ろう付け合金の層が構造母材の片面または両面にコーティングされます。
真空ろう付け複合パネルは、ワイヤー、ストリップ、パウダーよりもはるかに使いやすく、複雑な部品の作成に簡単に使用できます。ろう付け板上のクラッド金属が溶けると、接合母材を直接濡らし、隙間を直ちに埋めることができます。わずかな拡散だけで接合を形成できます。
現在、実験室で入手可能ないくつかの低融点真空ろう付け合金が調製されていますが、一定の耐食性と良好な機械的特性を備えたはんだ合金はまだ工業生産に適していないため、はんだ合金の研究はまだ長い道のりです。行く。