日本語
日本語
数ブラウズ:15 著者:サイトエディタ 公開された: 2022-03-25 起源:パワード
冷間鍛造ヒートシンクは、優れた熱伝導率を備えた複雑な形状の鋳造に最適です。冷間鍛造プロセスにより、1平方ミリメートルあたりより多くのフィンのほぼ完璧な真直度が可能になります。
冷間鍛造ヒートシンクの形状には、プレートフィンヒートシンク、ラウンドピンヒートシンク、オーバルフィンヒートシンクなどがあります。銅ヒートシンクは高温を必要とせずに成形でき、成形が容易なため、鍛造ヒートシンクの製造は銅の使用に非常に適しています。最小限のダメージで。冷間鍛造ヒートシンクの製造には、多くの場合、不必要な無駄を削減するための穴加工、面取り、ステップなどの二次加工作業が含まれます。
この記事では冷間鍛造ヒートシンクについて詳しく説明しますので、さっそく始めましょう。

冷間鍛造材は主に室温以下で変形抵抗が小さくなり、可塑性が良くなります。 アルミニウムとその一部合金、銅とその一部合金は、冷間鍛造により加工過程で加工硬化(ひずみ硬化)を生じさせることができ、強度と硬度を高めることができます。
機械的強度の向上
許容誤差のより適切な制御
表面仕上げの向上
高い生産率
原材料の効率的な使用
エネルギー消費量の削減
全体的なコストが低い
銅とアルミニウムの組み合わせが可能
標準サイズも利用可能
非常に高い耐熱性を備えた高純度アルミニウム
冷間鍛造は、局所的な圧縮力を使用してアルミニウムまたは銅のヒートシンクを形成する製造プロセスです。フィンアレイは、原材料をパンチで成形金型に押し込むことによって形成されます。このプロセスにより、材料内に気泡、多孔性、その他の不純物が閉じ込められないことが保証され、非常に高品質の製品が製造されます。
アルミニウムA1060
アルミ AL1100
アルミニウムA6061
純銅 CDA 110
他の製造方法(機械加工、ダイカスト、押出、熱間鍛造など)と比較して、冷間鍛造には次の利点があります。
純アルミニウムAL1070/AL1050を冷間鍛造技術により製造。AL1070の熱伝導率は226W/mkです(鍛造工程では内部構造がよりコンパクトになり、完成した鍛造部品の熱伝導率は素材のAL1070の226W/mkよりもさらに高くなります)。アルミニウム合金(6063)の熱伝導率は180W/mkですが、アルミニウムダイカスト(A380)の熱伝導率はわずか96W/mkです。熱伝導率が高いほど、熱の放出が速くなり、熱性能が向上します。
冷間鍛造ヒートシンクのベースプレートとフィンは隙間なく一体成形されています。ベースプレートからの熱は、媒介物を介さずにフィンに伝導されます。機械加工およびろう付けされたアルミニウム部品は、ベースプレートとそのフィンの間にリベット留めまたはろう付けされており、間接的な熱抵抗を引き起こすギャップが存在する必要があります。一方、ランプの使用中に膨張と収縮の過程でギャップが大きくなり、熱抵抗が増加します。
ベースプレートの上部と底部は冷間鍛造技術により特殊な構造で形成され、側面も発熱体との接続を良くすることができます。
フィンの厚さは0.7MM、フィン間の距離は1MMで行うことができます。フィンが薄くて緻密であるため、空気との接触面積が大幅に増加し、空気の対流冷却がより促進されます。
円筒形、薄板形、角柱、六角柱など様々な形状のフィン。
冷間鍛造技術により200mm×250mm以上の寸法も実現可能です。
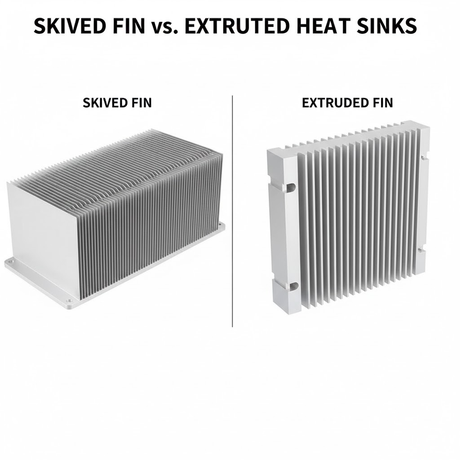
アスペクト比は 1:50 と高く、押し出しの場合はわずか約 1:25 です。
冷間鍛造ヒートシンクの空気の流れ方向は三次元ですが、押し出し成形品は二次元です。このようにして、冷間鍛造ヒートシンクは環境によりよく適応し、より優れた熱冷却性能を発揮します。
冷間鍛造ヒートシンクは、ダイカスト、機械加工、はんだ付け部品と比較して、上記の利点により、同じ体積、形状のダイカスト、機械加工、はんだ付け部品で、より大型のパワーエレクトロニクス機器に使用できます。したがって、冷間鍛造ヒートシンクを使用すると、機器の重量と体積が軽減され、外観デザインの要件も軽減され、全体のコストが削減され、製品の競争力が高まります。
原材料はアルミニウムで、アルマイト表面処理を行うことができ、きれいで美しく、シルバー、ホワイト、ブラックなどのさまざまなカラーも用意されています。ダイカスト部品の表面は粗いですが、溶射する必要があるため、熱の分散には理想的ではありません。
高伝導性、高熱分散、高精度CNC加工により、高い寸法精度と安定性が保証されます。テストによると、冷間鍛造ヒートシンクの熱性能は、同種のダイカスト部品と比較して 2 倍、押出成形部品と比較して 1 倍優れています。したがって、現在、冷間鍛造ヒートシンクは、高出力電子デバイスにとって最適な熱冷却ソリューションです。
アルミニウムのヒートシンクを製造する場合、冷間鍛造では直径の 50 倍の高さのピンを製造できます。これは、ダイカストや押出成形などの他の方法では不可能と考えられているアスペクト比です。
打ち抜きフィンや接着フィンのヒートシンクとは異なり、鍛造ヒートシンクのピンはベース プレートの一体部分であり、単にベースから押し出されているだけです。ピンとベースの間にエアギャップや熱インターフェースはありません。追加の抵抗なしで、熱はベースからピンまで簡単に放散されます。
高性能エレクトロニクス
マルチチップモジュール
LED冷却
楕円形または円形のフィン
製造性を向上させるには、次のガイドラインに基づいてカスタム ヒートシンクを設計してください。
最大幅:500mm
最大長さ:500mm
最大高さ: 70 mm
ベースプレートの最小厚さ: 2.0 mm
フィン間の最小ギャップ: 1.5 mm
フィンとベースプレートの端の間の最小距離: 0.5 mm
冷間鍛造技術は、光源ヒートシンクや LED ヒートシンクの製造においてヒートシンク メーカーによって広く使用されています。ウィンシェアは早くから冷間鍛造でヒートシンクを生産してきた数少ない企業の一つであり、豊富な冷間鍛造技術の経験を蓄積してきました。一般的な光源用の冷間鍛造ヒートシンクの製造に加えて、Winshare は高出力用の製造技術の経験を積んできました。 冷間鍛造ヒートシンク秒。ダイカスト製マイクロ流路の熱伝導率の低さや加工コストの高さといった課題を解決しました。当社はすでに、冷間鍛造ヒートシンクを高電圧インバータ、風力発電コンバータ、電動機コントローラなどの冷却ソリューションに適用しています。
冷間鍛造ヒートシンクは、優れた熱伝導率を備えた複雑な形状を鋳造するのに適しています。ヒートシンクの幅広い用途と需要の増加に伴い、あらゆる分野が市場の需要を満たすためにヒートシンクへの投資を増やしています。
確かな品質を追求したい方はぜひ お問い合わせ.Winshare は、より優れたサービス、高品質で信頼性の高い熱管理ソリューションと製品を提供します。