数ブラウズ:137 著者:サイトエディタ 公開された: 2022-02-11 起源:パワード
ハイエンドの電子製品の場合、冷却構造はできるだけスペースをとらないことが求められます。重量は軽いほど優れており、信頼性の高いパフォーマンスが得られます。空冷ヒートシンクは明らかにこの要件を満たすことができません。設計者は徐々に空冷ヒートシンクから水冷プレートに変更します。解決策には、どのようなプロセスを使用できるかが含まれます。設計意図を達成するためにカスタムコールドプレートを加工します。
現在、次の 3 つのオプションがあります。
ヒートパイプの放熱
アルミニウム板に銅パイプを埋め込み、放熱チャネルを形成します
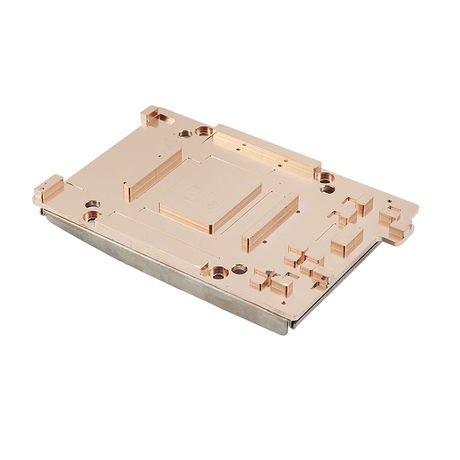
1 つのコールド プレート、アルミニウム プレートに溝を直接フライス加工し、カバー プレートを溶接してチャネルを形成します。上記の 3 つの水冷プレート設計スキームは次のように分析されます。
ヒートパイプの熱放散:基本的にチューブ本体の真空中で自己冷却サイクルを形成しますが、この方式では大型のコールドプレートを行うことができず、同時にメンテナンスが不便です。
埋設パイプの放熱: 埋設パイプの放熱の生産コストは比較的低いです。アルミニウム板に溝を削り出し、溝に合わせて銅パイプに埋め込み、密閉流路を形成します。銅管とアルミニウム板にゼラチンを充填します。
この方式は放熱の要件を満たすことができますが、局所的に大きな放熱間隔を形成できず、一部の構造部品の放熱の要件を満たせないという欠点があります。
一体型コールドプレート:アルミニウムプレートに直接溝、プレート溶接でチャネルを形成、これはベースプレートとカバープレートのシールに溶接プロセスの種類を選択する必要があります、ろう付けプロセスの事前選択、ろう付けはんだは紛失しやすいという欠点があります、はんだが失われると水路が詰まり、はんだの位置が失われると、溶接されていない現象が現れ、チャネル漏れにつながります。
歩留まりは、手作業の熟練度、責任感、はんだの一貫性、炉内の温度制御に左右されます。歩留まりは約 80% です。不確実要素が多すぎるため、このプロセスの使用につながります。液体コールド プレートの溶接は信頼性が低く、特に重要な構造ではこのプロセスは拒否されます。
ろう付けプロセスの信頼性が低いため、レーダー電子ヒートシンクではアルミニウムのコールド プレートを製造するために摩擦撹拌溶接プロセスが求められてきました。摩擦撹拌溶接プロセスは、この製品において比類のない利点を示しています。
開先、充填剤、真空またはガス保護なしで常温で溶接。
溶接時の騒音、アーク、放射線がなく快適な作業環境。
手作業の熟練度に依存しない、高歩留まりの数値制御操作。
同じ材料と正しいパラメータを使用すると、効率が高く、収率は 100% になります。
水冷プレートの方法は空冷ヒートシンクに取って代わり、摩擦撹拌溶接プロセスは比類のない利点で構造設計者に好まれます。
 日本語
日本語