日本語
日本語
数ブラウズ:0 著者:サイトエディタ 公開された: 2025-12-25 起源:パワード
高性能液体コールド プレートの理想的な接合プロセスを選択する場合、多くの場合、真空ろう付けと摩擦撹拌溶接 (FSW) という 2 つの高度な製造技術に選択肢が絞り込まれます。 摩擦攪拌溶接 (FSW) は、より強力でボイドがなく、より耐久性のある冶金的接合を生み出すソリッドステートプロセスであるため、最新の信頼性の高い全アルミニウム液体コールドプレートにとって優れた選択肢となることがよくあります。 しかし、真空ろう付けは、複雑な内部フィン構造や、アルミニウムと銅などの異種材料の接合が必要な用途には、依然として不可欠かつ強力な方法です。最終的な「勝者」は絶対的なものではなく、熱性能、圧力要件、設計の複雑さ、コストなど、アプリケーションの特定の優先順位によって決まります。

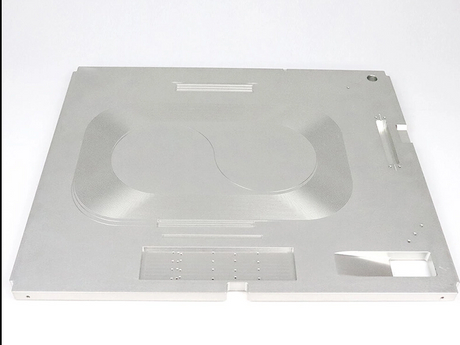
液体 コールド プレート は、パワー エレクトロニクス、レーザー、バッテリー、その他の高密度コンポーネントからの重大な熱負荷を放散するように設計された高性能の熱管理デバイスです。この機能は、冷却剤 (通常は水とグリコールの混合物) を内部チャネルに循環させ、表面に取り付けられたコンポーネントから熱を吸収して逃がすことによって機能します。一般的なコールド プレートは、ベース プレート、熱伝達の表面積を増やすための内部フィンまたは構造、および蓋で構成されます。これらの部品を結合するために使用される方法は、些細なことではなく、コールド プレートの性能、信頼性、寿命の基礎となります。
結合プロセスは 3 つの重要な要素に直接影響します。まずは 熱性能です。接合界面に空隙、ギャップ、または低導電率の充填材があると熱抵抗が生じ、デバイスから冷却剤への熱の流れが妨げられる可能性があります。 2 番目は、 機械的な完全性と信頼性です。接合部は、作動圧力、熱サイクル、および機械的振動に壊れることなく耐えられる十分な強度がなければなりません。漏れは、冷却されている電子機器を破壊する可能性がある致命的な故障です。 3 番目は 設計の自由です。製造プロセスにより、内部チャネルの複雑さが可能になったり制限されたりする可能性があり、それが冷却効率を決定します。
情報に基づいた選択をするには、各プロセスがどのように機能するかを、固有の長所と短所も含めて理解することが不可欠です。
真空ろう付けは、フィラーメタル (ろう付け合金) を使用して 2 つ以上の卑金属コンポーネント間に結合を作成する高温接合プロセスです。アセンブリ全体と溶加材を真空炉に入れます。アルミニウム コールド プレートの場合、アルミニウム - シリコン共晶合金の薄いシートが、別の箔として、または基材に直接クラッドされて、フィラー メタルとしてよく使用されます。
利点:
非常に複雑な内部ジオメトリ (高密度のフィン フィールドなど) の作成に最適です。
異種材料 (アルミニウムと銅など) の接合が可能です。
真空環境により、フラックスのないきれいな接合部が得られます。
短所:
高温により基材が焼きなまし、軟化する可能性があります。
「ろう付けのランナウト」(過剰なフィラー)がチャネルをブロックするリスク。
フィラーメタルの特性による接合部の熱抵抗。
摩擦撹拌溶接は革新的な ソリッドステート 接合プロセスであり、溶接を行うために金属を溶かす必要はありません。非消耗品の回転工具は局所的に激しい熱を発生させ、金属を可塑化させます。ツールが接合線に沿って移動すると、軟化した材料が機械的に「かき混ぜ」られ、きめの細かい、鍛造された、完全に強化された溶接が作成されます。その結果、モノリシック構造が得られます。
利点:
冶金学的に優れた、を作成します。 母材よりも強い ボイドのない接合
非常に高い信頼性があり、漏洩リスクは事実上ゼロです。
フィラー材料がないということは、 熱抵抗が追加されないことを意味します.
入熱が低いため、歪みが最小限に抑えられ、熱影響を受けるゾーンが小さくなります。
短所:
直線または緩やかな曲線のジョイントに最適です。
しっかりとしたクランプと特殊な機械が必要です。
出入り口の穴が残るので、塞ぐ必要があります。
| 特長 | 真空ろう付け | 摩擦撹拌溶接(FSW) |
|---|---|---|
| 共同の完全性 | 良い。溶加材によって異なります。ボイドが発生しやすい。 | 素晴らしい。 鍛造され、均質で、ボイドがありません。 |
| 信頼性 | 良い。時間の経過とともにマイクロリークが発生するリスクがゼロではありません。 | 可能な限り最高の信頼性。 漏れのリスクを実質的に排除します。 |
| 熱経路 | とても良い。フィラー合金からのわずかなバリア。 | 素晴らしい。 連続パス、フィラーは使用されません。 |
| 設計の柔軟性 | 比類のない。 複雑な多層アセンブリを結合します。 | 限定。シンプルなパスや蓋と底部のシールに最適です。 |
| 異種金属 | 優れています (例: Al から Cu)。 | 可能ですが難しい/あまり一般的ではありません。 |
| 母材強度 | 還元済み(高温で焼きなまし)。 | ほとんどが保存されています(入熱が低い)。 |
複雑な内部形状: コールド プレート内に高密度、折り畳まれた、または削られたフィン フィールドが必要な設計の場合、これらの構造を同時に接合できる唯一のプロセスはろう付けです。
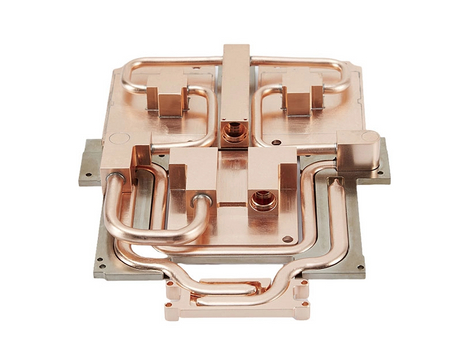
異種金属: アプリケーションで拡散用の銅ベースと重量用のアルミニウム ボディの組み合わせが必要な場合は、真空ろう付けが最も適した標準です。
多層形状: 真空ろう付けのバッチ特性により、型破りで非平面の 3D 形状を効果的に処理できます。
ミッションクリティカルな信頼性: 漏れが致命的となる航空宇宙、医療、または高出力レーザー機器向け。
高圧環境: FSW ジョイントの鍛造強度は、高いクーラント圧力やスパイクにはるかに優れて対処します。
極度の疲労耐性: 高い振動や熱サイクルにさらされる 電気自動車 (EV) バッテリー パック 内。
電力密度が増加するにつれて、摩擦攪拌溶接は 、特に急成長するEVおよびデータセンター市場において、しかし、真空ろう付けは、ニッチで非常に複雑な用途には依然として不可欠です。また、FSW がメインシールを作成し、内部構造が他の高度な方法で取り付けられるハイブリッド アプローチも増加しています。次世代の全アルミニウム液体コールドプレートに急速に好まれる方法になりつつあります。
決定は単純なトレードオフ分析に依存します。
設計が 幾何学的複雑さと材料の柔軟性を優先する場合は、 真空ろう付けを 選択してください。を選択してください。 究極の信頼性、機械的強度、一貫した熱性能を 設計で優先する場合は、 摩擦撹拌溶接 (FSW).